
【案例分享】新能源汽车铁芯电机转子焊道瑕疵检测
 背景介绍
背景介绍
驱动电机是新能源汽车产业链重要环节。电机驱动控制系统是新能源汽车行驶中的主要执行结构,驱动电机及其控制系统是新能源汽车的核心部件(电池、电机、电控)之一,其驱动特性直接决定汽车行驶的爬坡、加速、最高速度等主要性能指标。以主流永磁同步电机为例,电机主要由定子、转子以及机械结构组成,关键部件是定子和转子。运行时静止不动的部分称为定子,主要作用是产生磁场。运行时转动的部分则称为转子,主要作用是产生电磁转矩和感应电动势。其中,电机定子主要是由0.5mm厚的硅钢片一层层叠加而成,因此需要通过焊接,将硅钢片连接起来。
电机定子焊接难点
材料表面有绝缘层,焊接时导致焊缝脆化。
材料表面有模具上带出的油污,导致焊缝脆化。
焊接后变形量大,导致内应力很大。
焊缝截面形状影响大,不同截面形状导致应力集中的程度不一样。
焊缝内部气泡多,影响焊接强度。
焊接时压力的大小影响内应力。
以上难点将导致:产生裂纹、焊缝凸起、焊缝鼓包。
解决方案-检测需求分析
检测功能:
1.焊缝气泡瑕疵检测
(如下图所示:焊缝气泡图片)

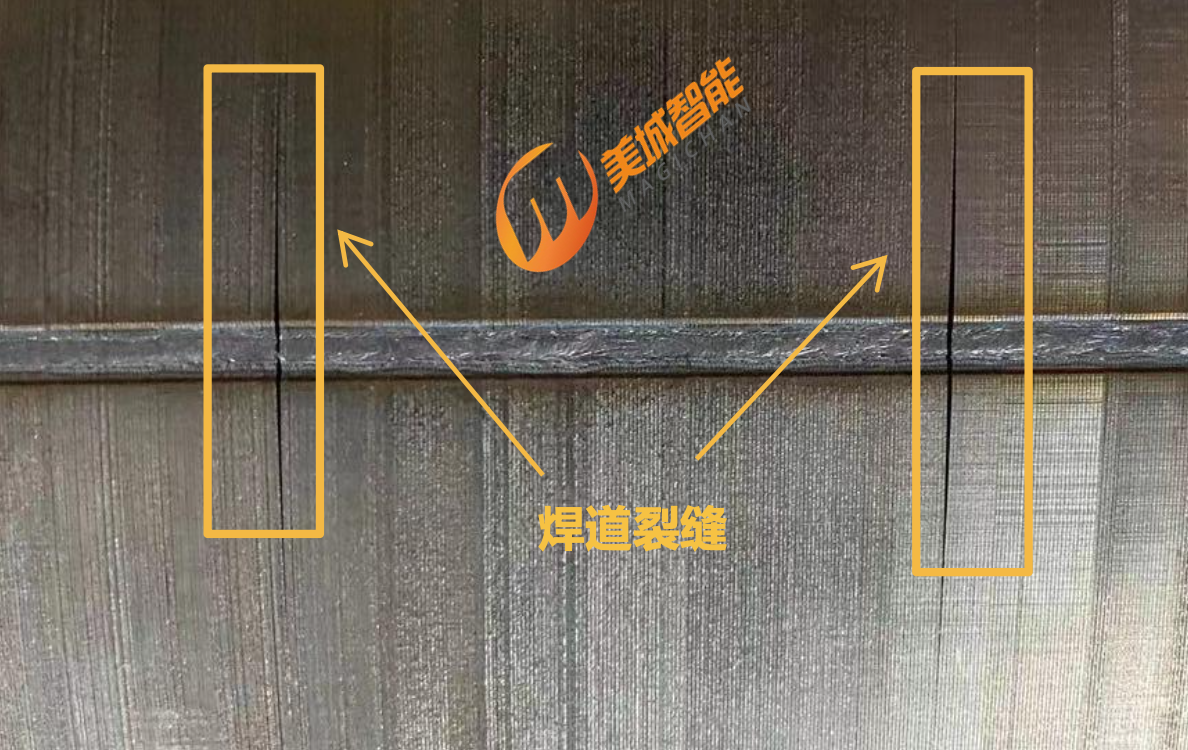
2.焊缝裂缝瑕疵检测
(如下图所示)
瑕疵尺寸定义:
1.焊缝气泡:≥ X*Y*Z=0.5*0.5*0.5(mm^3)
2.焊缝裂缝宽:≥ 0.1mm
3.电机线圈表面毛刺:≥X*Y*Z=0.15*0.15*0.15(mm^3)
方案依据
焊道气泡与焊道本身产品颜色差异不大,且瑕疵尺寸相对被检测区域尺寸比例较小,并附有深度信息,采用2D的方式不利于光源打光以及会增加工装复杂设计难度。
本方案采用线激光轮廓传感器进行数据采集,无需辅助光源,可直接获取X/Y/Z三维数据,对焊道的气泡和裂缝进行检测。
焊道检测视觉检测系统
气泡检测
多次扫描路径
1.数据采集
2.图像检测
3.TCP/IP通信
4.上位机

裂缝检测
多次扫描路径
1.数据采集
2.图像检测
3.TCP/IP通信
4.上位机
方案设计总览_焊道检测视觉系统

经典案例分享

焊道检测智能传感器
3D视觉传感器 Gocator2520

参数

电脑配置+网线
CPU: i7/i9@Core 8/9/10th
内存:8G
显存:4G以上
显卡:GTX 1080以上
硬盘:按需
主板Pcie接口:Pcie4
双千兆网卡
EntherNet/IP
网线
超6类千兆网线
焊道气泡检测结果显示如下图所示

1.模板定位
2.图像预处理
3.裂缝判定
焊道气泡检测结果显示如下图所示

1.模板定位
2.图像预处理
3.裂缝判定
